
Four Properties of a Coated Abrasive
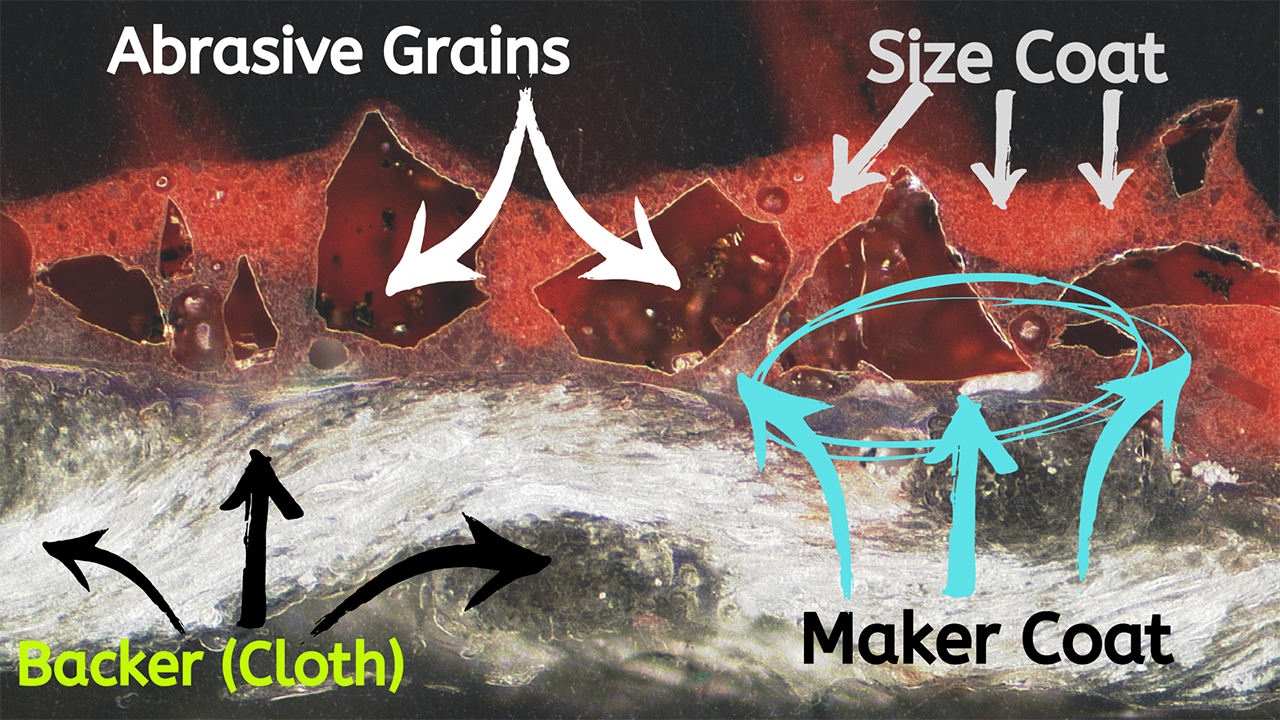
Size Coat
The second layer of adhesive bonding, referred to as the size coat has two main purposes. The first is to tie the individual grains on the abrasive face together, so that they act as a unit instead of as individual grains. The other function of the size coat is to act as a heat shield for the grain. As previously discussed, most of the bonding agents in coated abrasives are phenolic resins, which after curing, are heat resistant.
Too much size coat or too little size coat can cause performance and finishing issues. Too much size coat and the grain won't be able to cut, instead creating a shiny effect on the abrasive's surface often resulting in burning of both the abrasive and the workpiece. This is called glazing. Too little and the grains won't act as a unit and will shed individually under pressure. Glazing and shedding are primary indicators that something may have gone wrong during the application of the size coat.
Size coat is also where several optional steps may occur. These would include but not be limited to the addition of dyes, stearates and lubricants. Size coat is a critical part of the making process that can have far reaching affects on both the life and finishing properties of coated abrasives.
Abrasive Grain
A substance used for abrading, grinding, polishing, lapping, such as the natural materials Emery, Garnet, Flint, and Crocus, and the manufactured or electric furnace materials: Aluminum Oxide, Silicon Carbide, and Alumina Zirconia.
Maker Coat
The maker coat is the first layer of adhesive bonding in the maker process. The purpose of the maker coat is to provide a seat for the grain that will be applied in the electrostatic coating process. In other words, it is what adheres the grain to the backing. Most of the bonding agents today are synthetic resins and are phenolic which ensures a sturdy, heat resistant point of connection between the grain and the backing.
Backer Cloth
A flexible or semi-rigid material to which abrasive grain is bonded.
Recent Posts
-

What drum sanding wrap should I use for Douglas Fir?
Hello! I am looking to buy an assortment of grits for my new Powermatic PM2244 drum sander. It takes …Apr 3rd 2026 -

Burning Post #7
Hello Pyrographers! Time to try something new…Burning on Paper!Included in this …Dec 15th 2025 -

Klingspor's 2025 Holiday Gift Blitz: Top Buzzworthy Picks for Woodworkers
December 2025's hottest woodworking gifts are flying off the shelves at Klingspor's. Reddit raves pr …Dec 8th 2025